



御社の利益に寄り添い続ける提案型技術集団
1953(昭和28)年11月に創業し69年。石油精製工場で使われるポンプやバルブなどの流体部品の修理が起源。
現在は流体機器部品をはじめ、真空機器、医療機器、さらには新分野の挑戦にも果敢に行っております。
当社の強みは、VA/VE提案をはじめ、お客様の利益に寄り添い続けたことによる、蓄積されたノウハウです。
失敗を恐れないチャレンジ精神を持ち、社訓である 「挑戦·熱意·奉仕」のもと、会社として常にレベルアップに挑んでいます。
サプライチェーン
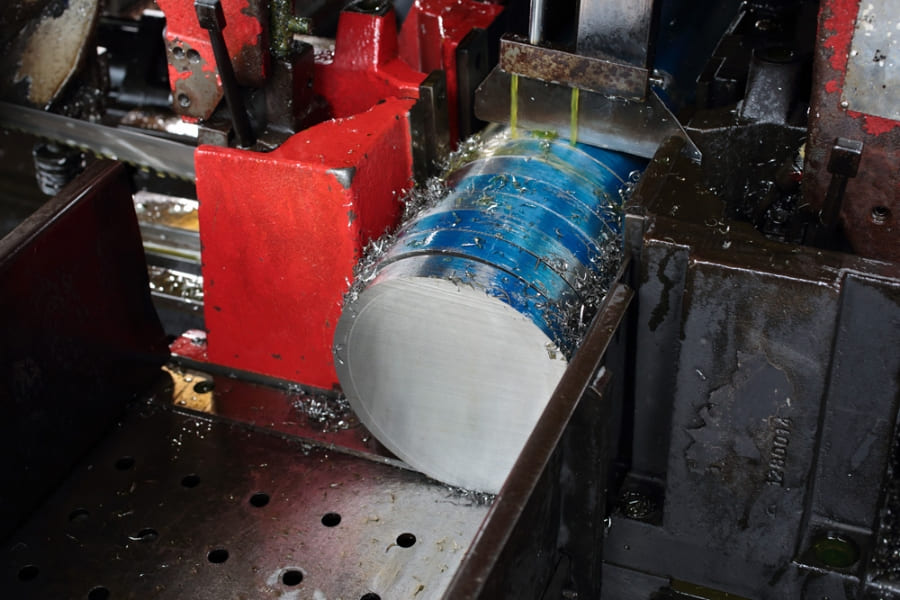
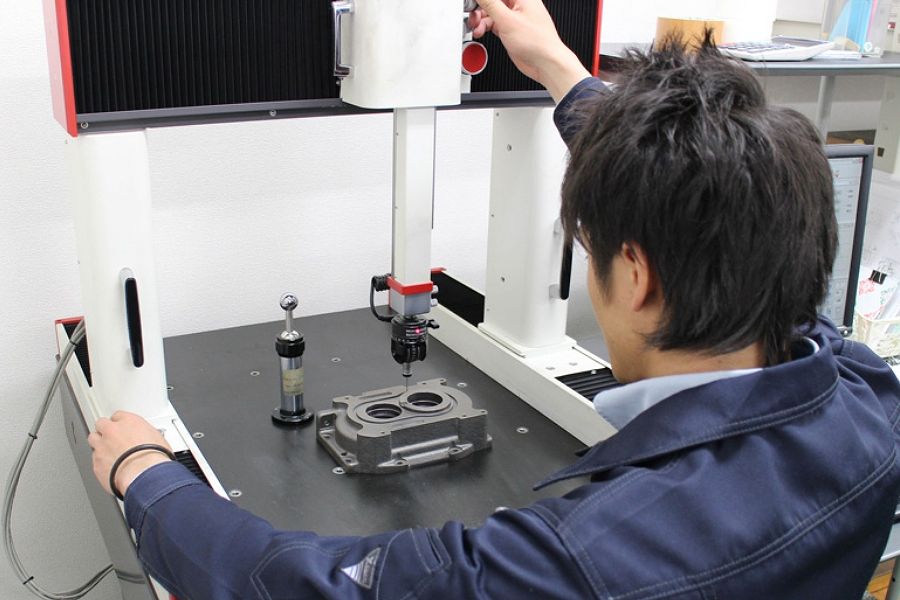
お客様のご要望にお応えできる充実した生産設備や一貫生産体制はもちろん、最適な材料選定、加工方法の選定、形状提案を行い製品のコストダウン、生産性向上に繋げます。












営業日カレンダー
| < 2024.04 > | ||||||
|---|---|---|---|---|---|---|
| 日 | 月 | 火 | 水 | 木 | 金 | 土 |
| 1
| 2
| 3
| 4
| 5
| 6
| |
| 7
| 8
| 9
| 10
| 11
| 12
| 13
|
| 14
| 15
| 16
| 17
| 18
| 19
| 20
|
| 21
| 22
| 23
| 24
| 25
| 26
| 27
|
| 28
| 29
| 30
| ||||
【営業時間】8:00~17:00
ご相談・お問い合わせは営業日にご連絡ください。

飯塚鉄工所の日常などを配信しています。
フォローして、チェックしてください。
JAPAN DON
金属の利点と紙が映し出す光の美しさ。
飯塚鉄工所の微細細工が可能なレーザー加工機と曲げ加工機を導入し、新たなものづくりとしてチャレンジした商品、JAPAN DON~じゃぱんどん~。
専用サイトを見る
所在地
本社工場
〒945-0812 新潟県柏崎市半田3丁目15-16
TEL:0257-23-5611/FAX:0257-23-2813
軽井川工場・軽井川第二工場・品質物流工場
〒945-1355 新潟県柏崎市軽井川931-42
(軽井川工場)
TEL:0257-41-5551/FAX:0257-41-5501
(軽井川第二工場)
TEL:0257-41-6588/FAX:0257-41-6589
(品質物流工場)
TEL:0257-41-5703/FAX:0257-41-5704
安田工場
〒945-1352 新潟県柏崎市安田3228-1
愛知営業所
〒450-0002
愛知県名古屋市中村区名駅3丁目17-34 ナカモビル3F
TEL:052-756-4785/FAX:052-756-4786
